




螺旋管镀锌管做工精细视频已经精心制作完成,它将以全新的方式展现产品的独特魅力,让您为之倾倒。
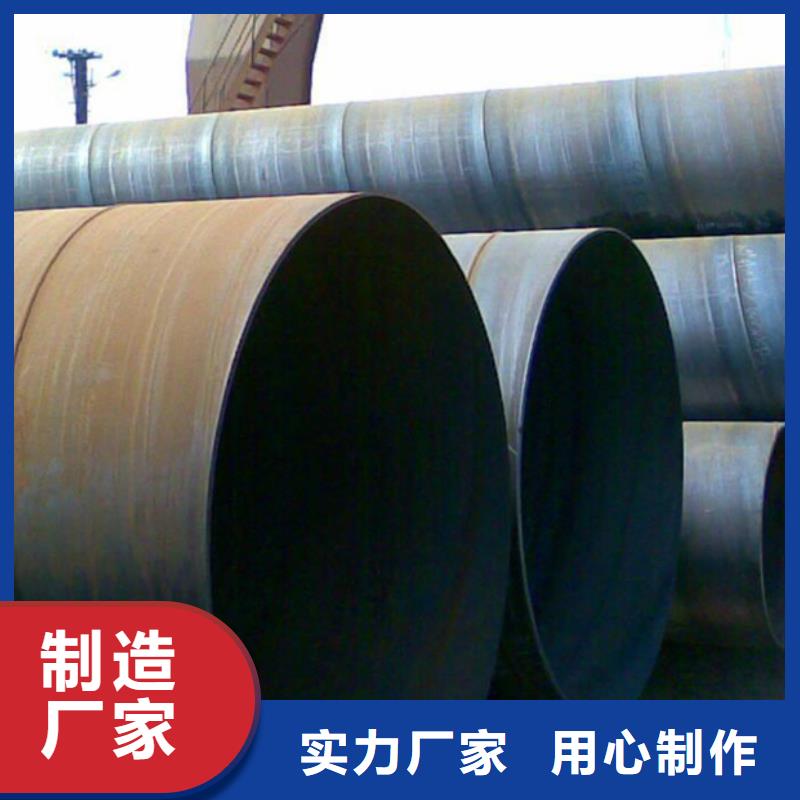
以下是:重庆武隆螺旋管镀锌管做工精细的图文介绍

2.重庆武隆防腐螺旋管焊接 表面焊接采用电弧焊,一次下基,两次生存,每道焊缝均焊接一次,每层引弧引出的焊缝要错开。 A.重庆武隆防腐螺旋管管接头应先于口,炉渣,管端的坡口角,钝口,间隙,应符合规格;间隙之间不能采用间隙焊接或采用间隙焊接的方法来缩小间隙焊接。 B.重庆武隆防腐螺旋管口应与壁齐平,长300mm长的直尺按内壁的顺序排列,以关闭错误的端口以允许局部检查,应为壁厚的0.2倍,且不大于2毫米 C.重庆武隆防腐螺旋管纵向焊缝和圆周焊缝的位置应满足以下要求:纵向焊缝应与管道垂直线的半圆成约45°;增强螺旋钢管与增强环的焊缝应在纵向方向上错开焊缝,间距不应小于100mm;加强环管的圆周焊缝截面不应小于50mm;管道的任何位置均不得有十字形焊缝。 D.重庆武隆镀锌螺旋管定位焊接时,所有焊垫(或等级)的定位应与正式焊接相同,但焊条直径可选精细。定位焊缝的焊接电流应选择大于正式焊接的电流,通常为10%-15%,以确保熔深。


Q235系列的钢管或者钢板,按顺序材料性能依次递增,其实简单地说Q235-B的材料在杂质的控制,P、S含量的控制要比Q235-A好,当然,这个系列是Q235-D。Q235螺旋钢管是现在市场上较多的一种材质,而且螺旋钢管都是Q235B的,Q235螺旋钢管中的Q235代表的是一种材质,这种材质是说的屈服度是235兆帕左右,并且会随着壁厚的变化而改变屈服度,也就是说壁厚越厚屈服度越小,由于重庆武隆Q235螺旋管焊接方便,价格便宜,被市场广泛采用。 带颈法兰在压力容器行业应用较多,而且有一系列标准、行业标准等,因此带颈法兰设计计算方法研究以及节点试验等相关研究参考了国内压力容器标准中的带颈法兰形式,采用了国内杆塔技术规定中的柔性法兰设计理念,即法兰板存在轻微变形并产生顶力。



为满足客户用 无缝方管各种需求,苏沪金属制品(重庆市武隆县分公司)常年备货了 无缝方管,还和多家省内外物流建立了长期的合作关系,发货快捷,方便省心。公司坚持“诚信经营、用户至上:满足顾客要求、不断持续改进”的企业宗旨和质量方针,达到客户安心的经营理念,为广大客户提供合格的 无缝方管产品和满意的服务。

